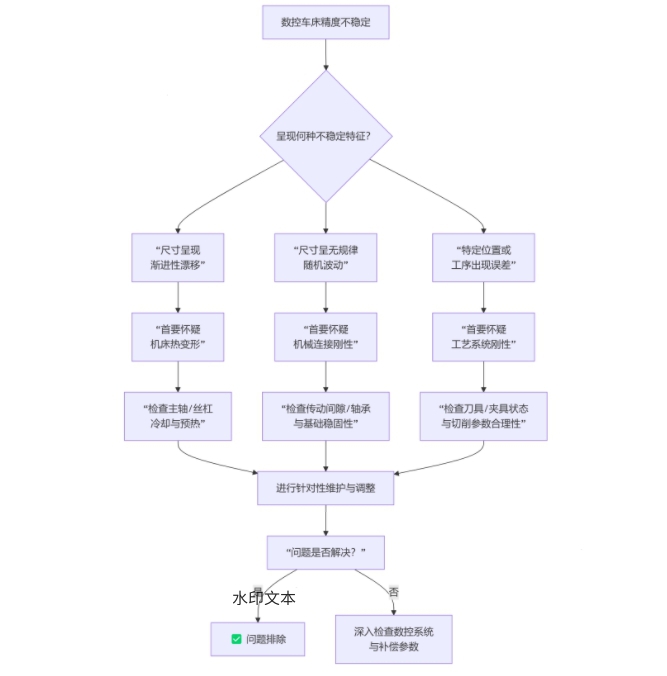
数控车床精度不稳定是一个典型的系统性问题,往往由机械、工艺、环境等多个环节的微小变化叠加导致。为了帮助你系统地定位问题,下图清晰地梳理了从问题现象到根本原因的排查逻辑路径:
对照表格快速诊断
如果你遇到了具体的异常现象,可以参考下表进行初步判断和排查:

系统性排查与维护建议
解决精度不稳定问题,建议遵循“由外及内、由简到繁”的系统性排查原则:
首要排除外部与操作因素
确认测量无误:这是第一步。用经过校准的高精度量具(如数显千分尺),由同一位操作员在同一位置、同一温度下复测。
检查工艺卡与程序:核对加工程序中的坐标、刀具补偿值(刀长、刀尖半径)是否正确,切削参数是否适合当前材料和刀具。
评估装夹:确保工件装夹牢固、定位可靠,避免因夹紧力导致变形。
进行关键机械部件检查
主轴检查:用百分表检测主轴端部的径向跳动和轴向窜动,超出机床说明书允差则需检修。
丝杠与导轨检查:
反向间隙:在手轮或MDI模式下,移动轴到某位置并打表,然后反向移动一小段指令(如0.01mm)再返回,观察表针是否回零。若未回零,差值即为反向间隙,需在系统中补偿。
爬行或阻滞:手动低速移动滑板,感觉是否顺畅,可能需调整镶条或润滑。
检查轴承与联轴器:检查丝杠支撑轴承和联轴器有无松动、异响。
关注热稳定性与长期保养
坚持预热:每天开机后让主轴以中高速(如1000-2000转)空转20-30分钟,各轴低速往复移动,使机床达到热平衡。
保证润滑:检查导轨、丝杠的自动润滑系统油路是否畅通,油量是否充足。
定期维护:按照机床手册进行定期保养,包括清洁、调整、更换磨损件。
如果按以上步骤仍无法解决问题,可能需要考虑数控系统伺服参数是否需优化(如位置环增益),或是否存在电气故障(如编码器反馈异常、电机问题),这时建议联系机床厂家的专业服务人员。
如果你能描述更具体的现象(例如:是X轴还是Z轴不稳?加工什么材料、多大尺寸的零件?不稳定是渐进性的还是随机的?),我可以提供更具针对性的分析。





